
Rustfritt stål sintret plate





Spesifikasjon
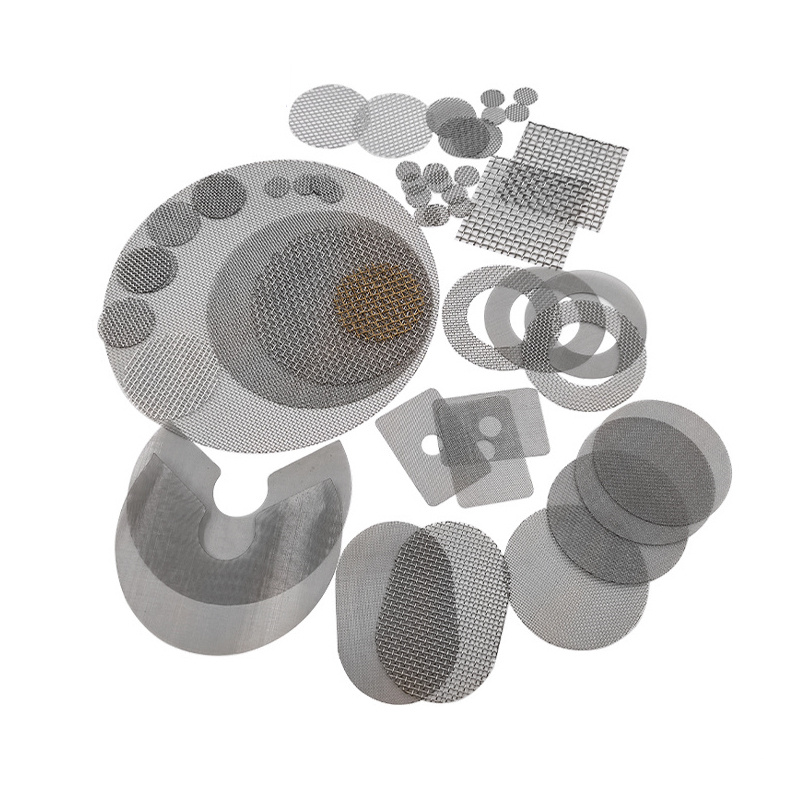
Materiale:Matkvalitet SS 304 316, kobber, etc
Form:Rund form, rektangulær form toroidal form, firkantet form, oval form annen spesiell form
Lag:Enkeltlag, flerlag

Hva er sintret mesh?
Det sintrede trådnettet er laget ved å stable flere enkeltlags trådflettede netting av rustfritt stål av samme type eller forskjellige, etter sintring, pressing, valsing og andre prosesser, er det laget ved diffusjon og fast løsning etter vakuumfyring til 1100°C .Nytt filtermateriale med høy mekanisk styrke og generell stivhet.Trådnettet til hvert lag har ulempene med lav styrke, dårlig stivhet og ustabil nettform, og kan rimelig matche og utforme hulromsstørrelsen, permeabiliteten og styrkekarakteristikkene til materialet, slik at det har utmerket filtreringsnøyaktighet og filtreringsimpedans., Mekanisk styrke, slitestyrke, varmebestandighet og bearbeidbarhet, den generelle ytelsen er åpenbart bedre enn andre typer filtermaterialer som sintret metallpulver, keramikk, fiber, filterduk, etc.
Sintret trådnett er klassifisert i henhold til ulike nivåer og trådnettstrukturer, hovedsakelig inkludert femlags sintret trådnetting, flerlags metall sintret trådnetting, stanset plate sintret trådnett, firkantet hull sintret trådnett og matt type sintret trådnett.
Kjennetegn på sintret netting
1. Høy styrke og god stivhet: Den har høy mekanisk styrke og trykkstyrke, god prosessering, sveise- og monteringsytelse, og enkel å bruke.
2. Ensartet og stabil presisjon: Ensartet og konsekvent filtreringsytelse kan oppnås for alle filtreringspresisjoner, og nettet endres ikke under bruk.
3. Bredt bruksmiljø: Det kan brukes i temperaturmiljøet på -200 ℃ ~ 600 ℃ og filtrering av surt og alkalisk miljø.
4. Utmerket rengjøringsytelse: god motstrømsrenseeffekt, kan brukes gjentatte ganger, og har lang levetid (kan rengjøres med motstrømsvann, filtrat, ultralyd, smelting, baking, etc.).
Det er tre stadier i sintringsproduksjonsprosessen
1. Lavtemperatur forbrenningstrinn.På dette stadiet skjer hovedsakelig gjenvinning av metall, fordampning av adsorbert gass og fuktighet, dekomponering og fjerning av formingsmiddel i kompakten;
2. Middels temperatur oppvarming sintringstrinn.På dette stadiet begynner rekrystallisering å skje.I partiklene blir de deformerte kornene restaurert og omorganisert til nye korn.Samtidig reduseres oksidene på overflaten, og partikkelgrensesnittet danner en sintret hals;
3. Varmekonservering ved høy temperatur fullfører sintringsfasen.Diffusjon og strømning i dette stadiet er fullstendig utført og nær ferdigstillelse, danner et stort antall lukkede porer, og fortsetter å krympe, slik at porestørrelsen og totalt antall porer reduseres, og tettheten til den sintrede kroppen er betydelig økt.
Relaterte produkter
-

Gjenbrukbart 304 kaffefilter i rustfritt stål...
Gjeldende veiledninger 1. Trykk på kaffepulveret med en tamper 2. Sett inn passende størrelse på vannseparasjonsnettet 3. Sett håndtaket på kaffemaskinen på bryggehodet 4. Observer væsken Hvorfor bruke et sekundært vannfordelingsnettverk?Det sekundære vannfordelingsnettet skiller effektivt kaffepulveret og bryggehodet for å holde det rent ...
-

304 Filterskive i rustfritt stål av næringsmiddelkvalitet
Spesifikasjon Materiale: Matkvalitet SS 304 316, kobber, etc. Form: Rund form, rektangulær form toroidal form, firkantet form, oval form annen spesiell form Lag: Enkeltlag, flerlags Tekniske data Filtreringsnøyaktighet: 150 mikron og 200 mikron, andre også tilgjengelig Maskeantall: populær maskevidde: 80 100 mesh...

